FR-4 Environmental protection
Human development is always closely related with the environment. In the electronics industry, the substrate of halogen-free and process lead-free is the the two core focus. Halogen-free substrate development work is in the mid-80s of 20th century, the real industrialization is in 1997 or so, the development of the standard firstly released and implementated by the JPCA. As early as November 1998, Japan’s Toshiba Chemical provided first notebook with halogen-free substrate in the world and put on the market.
1 Flame retardant mechanism
The system contains phosphorus, nitrogen, inorganic metal hydroxides and so on. Vapor-phase flame retardant and condensed phase flame retardant is a long recognized two flame-retardant model. When Phosphorus substances are in the combustion, in the condensed phase, it has dehydration, cross-linking, carbon and other effects, can improve the rate of carbon, which means less material is burned, in general, when carbonation rate is up to 40 ~ 50%, LOI can be higher than 30%, carbon generation in the thermal decomposition will reduce the formation of flammable volatile matter, will affect the next step of the thermal degradation, and will form a carbon layer on the material surface, while LOI of carbon itself is up to 65%; the formation of water can dilute flammable gases, while the two will take away or absorb heat, generate phosphorus-containing polymers and can significantly increase the LOI index; in the gas phase, the formation of small molecules such as HPO2, HPO, suppressing flame propagation and play a flame-retardant performance. Nitrogen flame retardant combustion decomposition of a large number of heat absorption, the release of nitrogen, dilute the contact between oxygen and epoxy resin, and nitrogen can promote the existence of multiple bonds to matter, and such substances to burn need more energy, in the promotion of intermediates containing PN bond in the system, is a better Phosphorylation reagent than the original independent phosphorus-containing system. System to add inorganic additives, commonly used metal hydroxides, decomposition at high temperatures to absorb a lot of heat, generate metal oxides and water, the former can be insulated insulation, with a high surface area, can absorb smoke (Let smoke disappear) and combustible materials, so that the material released less carbon dioxide when burning, water is conducive to cooling, promote dehydrogenation and protection of carbon layer. In the combustion, phosphorus will produce a surface effect of the phosphide and can improve the dispersion of metal hydroxides, while improving the flame retardant efficiency.
2.Selection of Raw materials
Based on the particularity of PCB board, to achieve the flame retardant effect is only one small to meet the performance, the heat resistance, water absorption, chemical resistance, electrical properties, and other aspects to be significantly higher than other materials. The traditional use of additive phosphorus, nitrogen flame retardants such as triphenyl phosphate, melamine compounds in paper-based, composite-based systems for epoxy systems in FR-4 appears to be very powerless. According to the flame-retardant mechanism, we adopt the phosphorus-containing resin as the main resin and the nitrogen-containing structural resin as the auxiliary resin to avoid all kinds of defects of pure additive flame retardants in the past. P-containing phenanthrene compounds such as: DOPO(9,10-dihydro-9-oxa-10-phospha-phanthrene-10oxide) and ODOPB [2- (6-oxido-6-H-dibenzo
3. Experiment part
3.1 Formula
In the actual process, we have selected the special resin formulation system with different phosphorus content and different nitrogen content for combustion grade experiments.
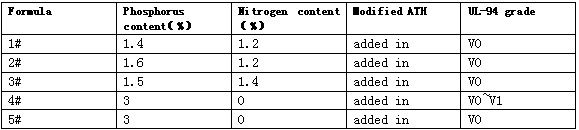
Table 1 Resin formulations of Different content
From the table can be seen that 3% of the phosphorus-containing resin is equivalent to V0 ~ V1 grade, the add of nitrogen-containing resin and ATH, significantly improve the system’s flame retardant properties.
3.2 Experimental results
Use the above formula to make glue, and use E glass cloth to make laminate.
3.3 Result discussion
From the experimental results and process, we focus on the following points:
3.3.1 Dispersibility. The compatibility of the resin in the experiment is better, the key is ATH dispersed in the system. The adhesive sheets of the PCT poor samples were analyzed.
It can be seen the phenomenon of small particles agglomeration from it, it is necessary to join the surfactant to deal with it, and to improve the dispersion and anti-condensation of ATH in the rubber system, it need strengthen the mixing in the production process, so as to avoid settlement, affecting the adhesive and substrate characteristic.
3.3.2 PCT explosion board. We investigate the system, the blasting board is due to high water absorption, the presence of internal stress in the solder results in failure, for the defects, it can start from the resin , adjust the formula.
3.3.3 Lamination. It has a small molecular weight raw materials in resin, the flow of glue is large when it is pressing, from improving the molecular weight of the resin to improve, to obtain a rheological profile substantially the same as that of the conventional FR-4 resinand. (VT44 is environmental products, VT42 is a common FR-4 ,below is same).
Results
Through the discussion and improvement of some problems, from raw material cost performance, process optimization, and other aspects, and ultimately produce better substrate than ordinary FR-4 performance.
More products informations, please contact [email protected], we have a specialized technical engineers service for you, at the same time we can offer you free samples.